- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик

ONLINE SVETSAD RÖRSÖM GLÖDNING M.F UTRUSTNING
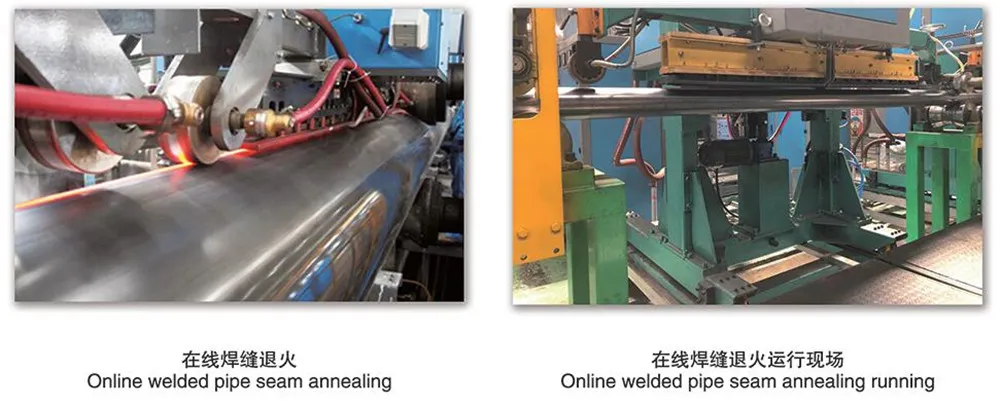
Tube Seam Online-glödgningsmedel
Den svetsade sömmens återuppvärmningsbehandling av det raka sömröret är en effektiv metod för att förbättra kvaliteten på svetskvaliteten, och den svetsade sömmen värms upp till mer än 800 ° C och kyls sedan naturligt (glödgad) eller forcerad kylning (normalisering) med en fläkt som effektivt kan förbättra kristallmikrostrukturen, eliminera skadlig stress och undvika sprickbildning i den svetsade sömmen under efterbearbetningen.
On-line utrustning för uppvärmning av svetsade sömmar, som vanligtvis fixeras efter burrskrapan på den svetsade rörproduktionslinjen. Skrapa den svetsade stången och värm sedan den svetsade sömmen. Genom att använda resttemperaturen på svetsfogen kan svetsfogens temperatur höjas till önskad temperatur effektivt och snabbt.
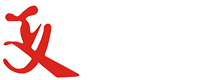
Den övergripande layouten för den svetsade rörproduktionslinjen med svetsad sömglödgningsutrustning är som följer:

Den kompletta uppsättningen av utrustning som utgör svetsad sömglödgning inkluderar vanligtvis: glödgningsmaskin, medelfrekvent strömförsörjning, vattenkylare och konsol.
Glödgningsmaskin: Häng upp stödspolen för att säkerställa att gapet mellan induktorn och den svetsade sömmen är lämplig och stabil. Den kan röra sig fram och tillbaka eller upp och ner. Det finns också en graddetekterings- och undvikandefunktion för att undvika skador på induktorn orsakade av orakade grader.
Medelfrekvent strömförsörjning: beroende på stålrörets väggtjocklek och hastighet väljs olika krafter och frekvenser.
Mellanfrekvens strömförsörjningen kan vara tyristor mellanfrekvens eller IGBT mellanfrekvens.
Effektområde: 1 OOKW~600KW. I allmänhet används flera enheter i serie, och frekvensen för varje enhet är
annorlunda, och värmeeffekten är bättre.
Fördelar: stabil utrustning, energibesparing, låg felfrekvens.