- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик

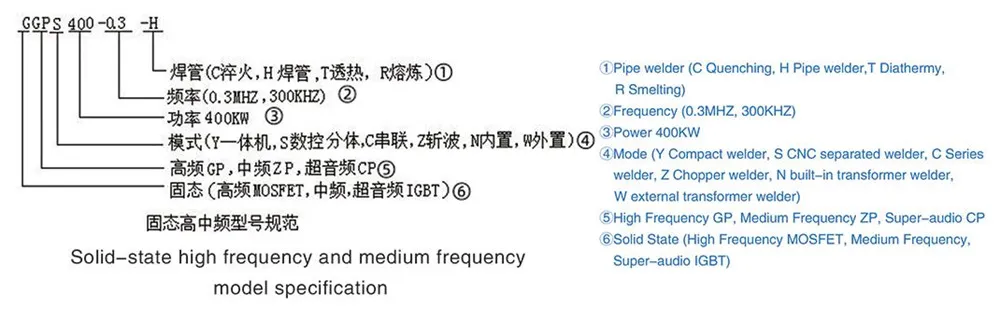
VAL AV KRAFT OCH FREKVENS AV HÖGFREKVENS SVETSMASKIN
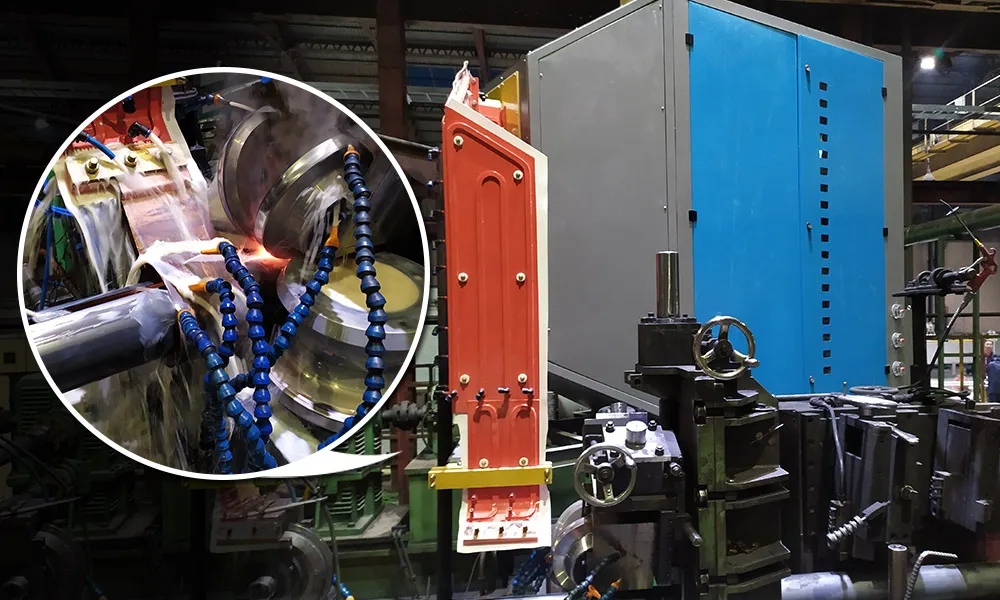
Högfrekventa svetsare har många modeller. Ett lager 50 KW för lågeffektsvetsare, ett lager 100KW för medelkraftssvetsare, ett lager 200KW eller 300KW för högeffektsvetsare.
1. Kraftvalet baseras huvudsakligen på den producerade rörtypen och den erforderliga produktionshastigheten. Förutom högfrekvent svetskraft finns det många faktorer som påverkar svetshastigheten, såsom: stålrörets väggtjocklek, diameter, material; induktordiameter, varv, kopparrör; och magnetstavens diameter, längd, material och kylning ; storleken på stålrörets öppningsvinkel före extruderingsvalsen.etc.
Normalt tar vi den största väggtjockleken av stålrör som produceras av användaren som huvudbas, när väggtjockleken är ca 1 mm, använd 100KW svetsare; väggtjockleken är ca 2 mm, använd 200KW svetsare. Och så vidare, väggtjockleken är ca 8 mm, använd 800KW svetsare. Ju större stålrörsdiameter, desto lägre hastighet. Under normala förhållanden, enligt denna princip, kan hastigheten i princip uppfylla kraven. I de fall det finns särskilda krav på hastighet krävs särskilda hänsyn. Stora svetsare kan svetsa små rör medan små svetsare kan svetsa stora rör, bara hastigheten är annorlunda.
Kraftval bör också ta hänsyn till fabrikens strömförsörjningskapacitet och pris.
2. Frekvensvalet är enkelt. Normalt är frekvensen för tunnvägg och liten kraftsvetsare hög; frekvensen för tjockvägg och stor kraftsvetsning är låg. Vi kan producera från 100KHZ till 600KHZ svetsare. Under noggrann svetsning, om frekvensen är högre så kommer mer att spara el. Den svetsade värmepåverkade zonen är smal.